


مقدمه
صنعت مدرن به دستکاري و تغيير در شکل فلزات و آلياژها وابسته است. ما براي ساختن وسايلي که در طول روز با آنها سر و کار داريم به فلزات نيازمنديم. به عنوان مثال در ساختن پل ها، ماشين ها، آسمان خراش ها، جرثقيل ها، روبات ها و بسياري از وسايلي که اکنون در پيرامون خود مي بينيم و حتي وسايلي که در آينده به زندگي ما وارد خواهند شد به فلزات نيازمنديم. دليل اين امر بسيار ساده است: فلزات به شدت محکم و با دوام اند، پس انتخابي منطقي براي ساختن سازه هاي بسيار بزرگ يا بسيار محکم براي تحمل بارهاي سنگين هستند.
نکته ي جالب در مورد سختي فلزات اين است که اين استحکام در برابر انسان و وسايلي که مي خواهند فلز را شکل بدهند نيز وجود دارد. پس با وجود اين مشکل چگونه صنعتگران، فلزات را به اشکال خاص مثلا به شکل بال براي هواپيما در مي آورند؟ در بسياري از موارد پاسخ شما برش دهنده پلاسمايي است. شايد اين حرف به نظر شما قسمتي از يک رمان علمي- تخيلي باشد، اما واقعا اين دستگاه وجود دارد و از اواخر جنگ جهاني دوّم در بسياري از کشورها مورد استفاده قرار گرفته است.
در جنگ جهاني دوّم، کارخانه هاي امريکايي اقدام به ساختن توپ خانه، هواپيما و ماشين هاي زرهي کردند که البته با توجه به نيازهاي بالاي کشورهاي در حال جنگ به اين سلاح ها اين کارخانه ها قادر به پاسخ گويي به تمام اين نيازها نبودند. يک قسمت از اين نيازها در بخش ساخت تجهيزات هوايي (aircraft parts) بود. چند کارخانه ارتشي که کارشان ساخت تجهيزات هوايي بود روشي جديد براي برش دادن يا جوش دادن قطعات ابداع کردند. در اين روش پيچيده يک نوع گاز نجيب (inert gas) به مجاورت يک قوس الکتريکي رانده مي شود، به طوري که در اين نقطه گاز توسط الکتريسيته شارژ شده و اطراف نقطه ي جوش حصاري به وجود مي آيد. در اين روش جديد نقاط جوش يا برش خيلي تميز و دقيق ترند و در اتصالات بسيار محکم تر عمل مي کنند.
در 1960، طراحان موفق به اختراع تازه تري شدند. آنها فهميدند که مي توان دماي نقطه ي جوش يا برش را به وسيله ي سرعت دادن به گازي که خارج مي شود بالا برد به اين ترتيب کار با ظرافت بيشتري انجام مي شد. اين سيستم جديد باعث بالا رفتن کيفيت و به طبع آن قيمت محصولات مي شد. در حقيقت، در اين دماي بالا دستگاه مجبور نيست مدت زيادي روي قطعه کار کند مانند کره اي که با کارد داغ بريده مي شود.
پلاسما در صنعت
در حال حاضر يک ابزار جدا نشدني از صنعت هستند. از برش دهنده هاي پلاسمايي به تعداد زياد در فروشگاه هاي صنعتي مانند کارخانه هاي اتومبيل سازي براي ساختن شاسي و بدنه اتومبيل ها استفاده مي شوند.
کمپاني هاي بزرگ ساختمان سازي در مقياس انبوهي از اين وسايل براي بريدن فلزات و ساختن ساختمان هاي فلزي عظيم استفاده مي کنند. قفل ساز ها هم از آن براي سوراخ کردن بي خطر قفل خانه هاي کساني که کليد خود را گم کرده اند استفاده مي کنند.
شما مي توانيد تمام مراحل کار را در واحدهاي CNC در پشت يک کامپيوتر مشاهده کنيد، بدون آنکه حتي نيازي به لمس کردن جسم داشته باشيد.
در گذشته برش دهنده هاي پلاسمايي بسيار گران بودند و اکثرا در کارخانه ها براي برش قطعات عظيم استفاده مي شد. در سال هاي اخير هم قيمت و هم اندازه ي اين دستگاه ها به شکل قابل توجهي کم و کوچک شده است. به طوري که مي توان از آن ها در پروژه هاي شخصي نيز استفاده کرد. هنرمندان نيز توانسته اند با اين وسيله کار هاي بي نظيري خلق کنند که مسلما با وسايل قديمي ممکن نبود.
برش دهنده هاي پلاسمايي يکي از هزاران وسيله ي مورد توجه در قرن بيستم است که با استفاده از مفاهيم علم فيزيک قادر به مهار حالت چهارم ماده در جهت منافع بشر شده است.
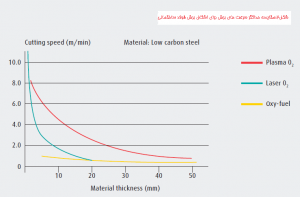
برش پلاسما اواخر دهه 1950 براي برش فولاد با پرآلياژ و آلومينيم توسعه يافت؛ براي استفاده بر روي تمام فلزات که به دليل ترکيبات شيميايي آن ها، تحت برش سوخت اکسي ( oxy-fuel برش با سوخت اکسيژن) قرار مي گيرند. همچنين با داشتن سرعت هاي بالاي برش (به خصوص با مواد نازک) و ناحيه کوچک تحت تاثير گرما، اين تکنيک امروزه براي برش فولادهاي بي آلياژ و کم آلياژ استفاده مي شود.
برش فلز، امروزه با تقاضاي کيفي بالا و فشارهاي افزايش هزينه روبرو است. لبه قطعات برش نبايد به فرآيند اضافي ديگري نياز داشته باشند و انتظار مي رود دقت ابعادي حداکثر را ارايه دهند. در نتيجه توانايي تکنيک هاي برش مرسوم براي مواجهه با اين خواست ها به طور روز افزون مورد ترديد قرار مي گيرد.
برش گداخت پلاسما در رقابت مستقيمي با ديگر تکنيک ها نظير: برش سوخت اکسي، برش ليزري و برش جت آب(water jet) قرار دارد. به هر حال همچنين مي تواند جايگزيني براي تکنيک هاي با فرآيند مکانيکي نظير: نوک زني(nibbling ابزاري براي بريدن ورقه هاي فلزي توسط برش هاي متعدد و پياپي موضعي قائم به کمک مته)، منگنه زني(punching)، دريل کاري باشد.
برش پلاسما مي تواند براي برش همه مواد رساناي الکتريکي، نظير فولاد ساختماني فولاد با آلياژ بالا، فلزات غيرآهني مانند: آلومينيم، مس و صفحات فلزي روکش شده استفاده شود. بسته به تکنولوژي برش پلاسما، گنجايش دستگاه برش و نوع ماده، ورق فلزي با ضخامت بين 0.5 تا 180 ميلي متر مي توان برش داد.

برش پلاسما زماني که برش ورقه هاي متوسط تا ضخيم فولاد پرآلياژ و آلومينيم پيش آيد بي رقيب است. همچنين براي برش فولادهاي ساختماني عادي تا حدود 40 ميلي متر ضخامت استفاده مي شود و به اعوجاج بسيار کوچکي به خصوص در مورد قطعات کار نازک منجر مي شود. با داشتن ورودي گرماي پايين آن همچنين براي فولاد هاي ساختماني ريزدانه(fine-grained) با استحکام بالا مناسب است. سرعت هاي برش بالا مخصوصا در فرآيند ساخت اوليه مهم هستند؛ در مقايسه با سوخت اکسي به سرعت هاي برش 5 تا 6 برابر بزرگ تر مي توان دست يافت.
فرآيند برش به راحتي مي تواند به صورت خودکار انجام شود. از طريق استفاده از سيستم هاي هدايت برشگر پلاسما، هم اجزاي صاف و هم سه بعدي با طرح هاي مختلف مي توانند توليد شوند. همچنين تعدادي دستگاه هاي جانبي پيشرفته و لوازم سودمند براي برش دستي وجود دارند که کنترل آسان حين برش را امکانپذير مي سازند و مونتاژ و کار تعمير را ساده مي کنند. تکنولوژي پيشرفته در برش پلاسما به طور فزاينده اي اهميت مي يابد؛ به خصوص زماني که برش نازک در فولادهاي با آلياز بالا پيش مي آيد، برش پلاسما اجازه توليد برش هاي عمودي بر روي چندين ورقه را به طور مشابه با کيفيت ليزر بدون نياز به ماشين کاري اضافي مي دهد.
معايب
برش پلاسما گازهايي ايجاد مي کند که به شدت براي سلامتي بدن انسان و محيط زيست خطرناک مي باشد. همچنين در هنگام برشکاري به روش پلاسما امواج صوتي مضري ايجاد مي گردد که براي گوش انسان قابل تشخيص نمي باشند. برش پلاسما معمولا داراي تعميرات پيچيده اي مي باشد.
هزينه هاي اين روش معمولا بالاست. براي برش ضخامت هاي بالا معمولا به پلاسماهايي بسيار گرانقيمت نياز است که اين هزينه اوليه دستگاه را بالا مي برد. علاوه بر اين هزينه تعويض نازل و الکترود از ديگر هزينه هاي جاري مي باشند.
يک آزمايش ساده
اگر بخواهيم در يک روش ساده ايجاد قوس الکتريکي را نشان دهيم بايد دو تکه کربن را روي گيره قابل تنظيم سوار نمود (بهتر است که به جاي زغال چوب معمولي، ميله خاصي که از کربن قوس ساخته مي شود و با فشار دادن مخلوط گرافيت، کربن سياه و مواد چسبنده به وجود مي آيند، استفاده شود.) چشمه جريان مي تواند برق شهر هم باشد براي اجتناب از اينکه در لحظه تماس تکه هاي کربن اتصال کوتاه ايجاد شود بايد رئوستايي به طور متوالي به قوس وصل شود.
معمولا برق شهر با جريان متناوب تغذيه مي شود. ولي در صورتي که جريان مستقيم از آن عبور کند قوس پايدارتر است به طوري که يکي از الکترودها هميشه مثبت «آند» و ديگري هميشه منفي است «کاتد».
ماهيت قوس الکتريکي
در قوس الکتريکي الکترودها در اثر حرارت سفيد رنگ مي شوند. با ستوني از گاز ملتهب رساناي خوب الکتريکي بين الکترودها وجود دارد. در قوس معمولي اين ستون، نوري بسيار کمتر از نور تکه هاي کربن سفيد شده از آزمايش هاي مربوط به گرما، گسيل مي کنند. چون الکترود مثبت دمايش از الکترود منفي بيشتر است زودتر از بين مي رود. در نتيجه تصعيد شديد کربن صورت گرفته و در آن الکترود (الکترود مثبت) فرورفتگي به وجود مي آيد که به دهانه مثبت معروف است و داغ ترين نقطه الکترودهاست.
دماي دهانه در هوا و در فشار جو به 4000 درجه سانتيگراد مي رسد. در لامپ هاي قوسي سازوکارهاي منظم و خودکار خاصي براي نزديک کردن تکه هاي کربن با سرعت يکنواخت، وقتي با سوختن از بين مي روند، مورد استفاده قرار مي گيرند. براي اينکه سايش و خوردگي الکترود مثبت به خاطر دماي بالايش بيشتر است، براي همين هميشه الکترود کربن مثبت کلفت تر از الکترود منفي اختيار مي شود.
دماهاي بالا در قوس الکتريکي
قوس الکتريکي مي تواند بين الکترودهاي فلزي ساخته شده از آهن، مس و غيره نيز قرار بگيرد. در اين حالت الکترودها به ميزان زيادي ذوب و تبخير مي شوند و اين عمل به مقدار زيادي گرما احتياج دارد. به اين دليل دماي مرکز الکترود فلزي معمولا کمتر از دماي الکترود کربني است (2000 تا 2500 درجه سانتيگراد).
قوسي که بين الکترودهاي کربن در گاز فشرده اي (حدود 20 اتمسفر) قرار مي گيرد، بالا رفتن دماي مرکز مثبت تا 5900 درجه سانتيگراد يعني دما روي سطح خورشيد را ممکن ساخته است. معلوم شده است که کربن در اين حالت ذوب مي شود. دماي باز هم بالاتري را مي توان در ستوني از گاز و بخاري که از آن تخليه الکتريکي مي گذرد، به دست آورد.
بمباران شديد اين گاز و بخار با الکترون ها و يون هايي که با ميدان الکتريکي قوس شتاب گرفته اند دماي ستون گاز را به 6000 تا 7000 درجه سانتيگراد مي رساند. به اين دليل تقريبا تمام مواد شناخته شده در ستون قوس الکتريکي ذوب و تبخير مي شوند. و بسياري از واکنش هاي شيميايي که در دماهاي پايين انجام شدني نيستند، با قوس الکتريکي امکان پذير مي شوند. مثلا ميله هاي چيني دير گداز در شعله قوس به سهولت ذوب مي شود.
چگونگي ايجاد تخليه قوس الکتريکي
براي ايجاد تخليه قوس الکتريکي به ولتاژ زيادي احتياج نيست با ولتاژ 40 تا 45 ولت بين الکترودها مي توان قوس را به وجود آورد. از طرف ديگر جريان داخل قوس زياد است. مثلا حتي در قوس کوچک جريان به 5 آمپر مي رسد، در حالي که در قوس هاي بزرگ که در مقياس صنعتي به کار مي روند جريان به صدها آمپر بالغ مي شود. اين به اين معناست که مقاومت قوس پايين است و از اين رو ستون گاز تابان رساناي الکتريکي خوبي است.
يونيزاسيون گاز با انرژي قوس الکتريکي
يونش شديد گاز با قوس الکتريکي به آن دليل امکانپذير است که کاتد در قوس الکتريکي تعداد زيادي الکترون گسيل مي دارد. اين الکترون ها با برخورد با گاز داخل شکاف تخليه گازي، آن را يونيزه مي کنند. گسيل الکتروني شديد از کاتد از آنجا ممکن مي شود که خود کاتد تا دماي بسيار بالايي گرم مي شود (بسته به ماده از 2200 تا 3500). وقتي که الکترودهاي قوس در ابتدا تماس داده شوند تقريباً تمام گرماي ژول که از الکترود ها مي گذرد در ناحيه تماس که مقاومت بسيار دارد آزاد مي شود.
به اين دليل انتهاي الکترودها به شدت گرم مي شوند که براي گيراندن قوس به هنگام جداکردن آنها کافي است آن وقت کاتد قوس توسط جرياني که از قوس مي گذرد، در حالت التهاب مي ماند. در اين فرآيند بمباران کاتد توسط يون هايي که به آن برخورد مي کند نقش اصلي را ايفا مي کند.
مشخصه جريان ولتاژ قوس الکتريکي
يعني بستگي جريان الکتريکي در قوس الکتريکي به ولتاژ بين الکترودها، ويژگي خاصي دارد. در فلزات و الکتروليت ها جريان متناوب با ولتاژ افزايش مي يابد «قانون اهم». در صورتي که براي رسانش القايي گازها جريان ابتدا با ولتاژ زياد مي شود، سپس اشباع شده و مستقل از ولتاژ است.
بنابراين افزايش جريان در تخليه قوسي به اندازه مقاومت در شکاف بين الکترودها و ولتاژ بين آنها منجر مي شود. براي اينکه تاباني قوس پايدار بماند رئوستا يا مقاومت الکتريکي قوي ديگري را بايد به طور متوالي به آن بست.
برش پلاسما
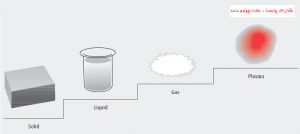
پلاسما – آيا تنها بيشتر از يک حالت ماده؟
پلاسما يک گاز رساناي الکتريکي با دماي بسيار زياد، محتوي ذرات باردار مثبت و منفي و نيز تحريک شده و مولکول ها و اتم هاي خنثي است.
تعادل ديناميکي بين فرآيندهاي تفکيک، يونيزه شدن و بازترکيب که در حالت پلاسما رخ مي دهد وجود دارد. بنابراين پلاسما از نظر الکتريکي خنثي رفتار مي کند. در فيزيک، پلاسما اغلب به حالت چهارم ماده اشاره دارد. پلاسما به طور طبيعي در داخل خورشيد و ستارگان، در اثر دماهاي بالا به وجود مي آيد. روشنايي همچنين شکل طبيعي ديگري از پلاسما است که به وسيله شدت ميدان الکتريکي بالا ناشي مي شود. براي توليد يک پلاسماي تکنيکي، گازي را با يک منبع گرما به شدت گرم مي کنند يا تحت ميدان الکتريکي قوي قرار مي دهند تا تبديل به حالت يونيزه شود.
اصول برش پلاسما
برش دهنده هاي پلاسمايي در شکل ها و ساختمان هاي گوناگوني عرضه شده اند. در حال حاضر بازوهاي روباتي غول پيکر و يا کوچکي در کارخانه ها وجود دارد که قادر به ايجاد برش هاي بسيار کوچک و دقيق است. صرف نظر از اندازه ي آن ها، بايد گفت که تمامي آن ها داراي ظاهري خشن و نا هموار اند.
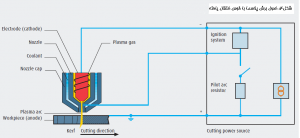
برش پلاسما فرآيند برش گرمايي است که در آن يک قوس پلاسما از طريق يک نازل منقبض شده است. قوس انتقالي، که موقع انتقال جريان الکتريکي از الکترود غير ذوبي (کاتد) به قطعه کار (آند) رخ مي دهد، براي برش مواد رساناي الکتريکي استفاده مي شود. اين رايج ترين شکل استفاده پلاسما است. در شکل غير انتقالي، قوس بين الکترود و نازل رخ مي دهد. حتي موقع استفاده از يک گاز برشي که شامل اکسيژن است اثر گرماي قوس پلاسما چيرگي دارد. بنابراين اين روش به عنوان فرآيند سوخت اکسي به جاي روش برش ذوبي در نظر گرفته نمي شود.
اين برش دهنده ها با فرستادن گازي پر فشار مانند نيتروژن ()، آرگون () و يا اکسيژن به داخل يک محفظه کار مي کنند. در مرکز اين کانال شما مي توانيد الکترودي با بار منفي پيدا کنيد. هنگامي که تغذيه را به الکترود منفي متصل کنيد، و نوک نازل را بر روي فلز قرار دهيد، يک مدار (Circuit) بسته به وجود مي آيد.
گاز هاي پلاسما در داخل قوس جزئا تفکيک شده و يونيزه شده اند؛ که به موجب آن رساناي الکتريکي نيز شده اند. يک جرقه قوي بين الکترود و فلز ايجاد مي شود. با داشتن چگالي بالاي انرژي و دما پلاسما منبسط مي شود. اين واکنش جرياني از پلاسما را ايجاد مي کند که دماي آن 16،649 درجه سانتي گراد است و به سمت قطعه کار با سرعتي تا سه برابر سرعت صوت حرکت مي کند و فلز را در آن نقطه به حالت گداخته نيم سوخته در مي آورد.
از طريق بازترکيب اتم ها و مولکول ها روي سطح قطعه کار، انرژي جذب شده به سرعت آزاد مي شود و اثر حرارتي قوس پلاسما روي قطعه کار را تشديد مي کند.
خود پلاسما هم قادر به هدايت الکتريسيته است و تا زماني که منبع جريان به الکترود وصل و قوس الکتريکي برقرار است، عمل برش و ذوب کردن فلز ادامه دارد. در عمل برش و با توجه به طبيعت غير قابل پيش بيني پلاسما امکان اکسيد شدن نازل و پايين آمدن بازده دستگاه وجود دارد، به همين دليل است که نازل برش دوّمين قسمت در اين دستگاه است. علاوه بر اين در محل اتصال آن مقداري گاز محافظ (shilding gas) آن را احاطه کرده است.
دماهاي تا 30,000 کلوين در قوس پلاسما توليد مي شود. اين دماها به همراه انرژي جنبشي بالاي گاز پلاسما، سرعت هاي بسيار بالاي برش براي مواد رساناي الکتريکي را، بسته به ضخامت مواد، مجاز مي کنند.
براي شروع فرآيند برش، پيلوت قوس در ابتدا بين الکترود و نازل به وسيله اعمال ولتاژ بالا روشن است. اين پيلوت قوس کم انرژي، فضايي را بين مشعل پلاسما و قطعه کار با ايجاد يونيزاسيون جزئي فراهم مي کند. وقتي که قوس پلاسما به قطعه کار مي رسد (برش شناور)، قوس پلاسماي اصلي از طريق افزايش خودکار قدرت روشن مي شود.
مواد فلزي ذوب و تا حدودي در اثر انرژي حرارتي قوس و گاز پلاسما تبخير مي شوند. ماده مذاب به وسيله انرژي جنبشي گاز پلاسما به سمت بيرون بريدگي رانده مي شود. در مقابل برش سوخت اکسي، که در آن 70% انرژي حرارتي از طريق احتراق آهن توليد مي شود، در برش گداخت پلاسما انرژي مورد نياز براي ذوب کردن ماده در بريدگي تنها به صورت الکتريکي توليد مي شود.
اين که کدام گاز پلاسما استفاده شود بستگي به ماده اي دارد که برش مي شود؛ براي مثال، گاز تک اتمي آرگون و يا گازهاي چند اتمي، نظير هيدروژن، نيتروژن، اکسيژن و ترکيبات آن ها، همچنين هواي خالص به عنوان گاز پلاسما و همچنين به عنوان گاز برش استفاده مي شوند.
مشعل پلاسما مي تواند به وسيله آب يا گاز خنک شود. فرآيندهاي برش پلاسما مطابق محل استفاده آن ها (بيرون يا روي آب و زير سطح آب) از کار مي افتند.
تعريف يک گاز پلاسما
گاز پلاسما
اشاره دارد به تمام گازها يا مخلوط هاي گازي که مي توانند براي ايجاد يک پلاسما و براي فرآيند برش آن استفاده شوند. قوس پلاسما دو فاز اصلي را شامل مي شود؛ فاز آغازين و فاز برش. بنابراين، گاز پلاسما به دو دسته گاز آغاز و گاز برش تقسيم مي شود، که هر کدام در نوع گاز و شار حجمي با يکديگر تفاوت دارند.
گاز آغاز
اين گاز براي آغاز قوس پلاسما به کار مي رود. مسئول تسهيل فرآيند آغازين و يا افزايش عمر الکترودهاست.
گاز برش
اين گاز براي برش قطعه کار در قوس پلاسما مورد نياز است. مسئول دستيابي به کيفيت برش مطلوب با مواد مختلف است.
گاز ثانويه-گاز چرخشي-گاز جانبي
اين گاز جت پلاسما را محصور مي کند، بنابراين آن را خنک و منقبض مي کند. در اين راه، کيفيت لبه برش را بهبود مي بخشد و از نازل به هنگام نفوذ به قطعه کار و به هنگام برش زيرآب محافظت مي کند.
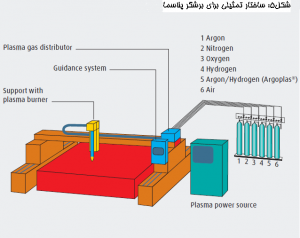
تجهيزات براي برش پلاسما
منبع تغذيه پلاسما
منبع تغذيه پلاسما ولتاژ عملياتي و جريان برش را براي قوس اصلي و کمکي تامين مي کند. ولتاژ بدون بار (no-load voltage) منبع تغذيه برش پلاسما بين 240 تا 400 ولت تغيير مي کند. منبع تغذيه شامل پيلوت قوس (قوس پلاسماي کمکي)، سيستم احتراق (مسئول مشتعل کردن قوس پلاسماي اصلي) است. اين اشتعال عموما به وسيله احتراق اوليه يک قوس پلاسماي غير انتقالي با استفاده از پالس هاي ولتاژ بالا انجام مي شود. اين قوس مسئول يونيزاسيون فضاي بين نازل و قطعه کار است، بنابراين به قوس پلاسماي اصلي اجازه توليد مي دهد.
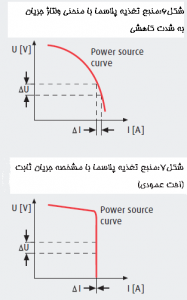
منبع هاي تغذيه برش پلاسما چه منحني مشخصات ولتاژ تندي داشته باشند (شکل6) يا ثابت (شکل7)، همچنان که قوس طولاني تر مي شود، هرکدام منجر به تغيير اندک و يا هيچ تغييري در قدرت برش نمي شوند.
نازل و الکترود مشعل پلاسما
بهبود برش پلاسما به شدت به طراحي مشعل پلاسما بستگي دارد. هر چه انقباض قوس پلاسما بيشتر، سرعت برش و کيفيت لبه-برش بالاتر است.
مولفه هاي کليدي مشعل پلاسما، نازل پلاسما و الکترود هستند. هر دوي نازل پلاسما و الکترود اجزاء با عمر استفاده محدود هستند. انتخاب اشتباه يا استفاده ناصحيح يک نازل يا يک الکترود، مي تواند به طور قابل توجهي از طول عمر آن ها کاسته و به مشعل آسيب برساند.
عمر الکترود تا حد زيادي به وسيله شدت جريان برش، تعداد احتراق ها و نوع گاز پلاسماي استفاده شده تعيين مي شود.
بعلاوه، مديريت منبع و گاز در شروع و پايان برش، همچنين اتلاف گرما از الکترود نقش کليدي را بازي مي کنند. الکترود هاي تنگستني ميله اي شکل و الکترود هاي زيرکونيم و هافنيوم سوزني شکل، که مي توانند به الکترود هاي نوک دار يا صاف تغيير شکل يابند، مورد استفاده قرار مي گيرند. به دليل گرايش به فرسايش، الکترود هاي تنگستن تنها مي توانند با گاز هاي پلاسماي بي اثر و مخلوط هاي آن ها، همچنين با گازهاي پلاسماي کم واکنش پذير و کاهنده استفاده شوند. موقع استفاده از اکسيژن خالص، يا گازهاي پلاسمايي که شامل اکسيژن هستند، مي توان به افزايش قابل توجهي در عمر الکترودها، در استفاده از الکترود هاي ساخته شده از زيرکونيم يا هافنيوم، دست يافت.
اين مواد به طور طبيعي لايه محافظي تشکيل مي دهند که در دماهاي بالا ذوب مي شود (جدول1) و، بعلاوه، آن ها در يک پوسته اصلي رساناي گرمايي بالا و به شدت سرد گنجانده شده اند. هنگام برش پلاسما با اکسيژن مي توان به افزايشي در عمر الکترود به وسيله تامين دو گاز دست يافت: فرآيند احتراقي با يک گاز با اکسيداسيون پايين، و فرآيند برش واقعي با اکسيژن انجام شود.
قطعه کار
در برش پلاسما با قوس پلاسماي انتقالي، ماده برش شونده بايد رساناي الکتريکي باشد چون قطعه کار قسمتي از مدار الکتريکي است. زمين متصل به قطعه کار بايد طوري طراحي شود که اجازه گردش پيوسته جريان را بدهد.
منبع تامين گاز
سيستم هاي برش پلاسما با گازهاي زير کار مي کنند: بي اثر، واکنش پذيري کاهش يافته، واکنش پذيري کم، فعال و مخلوطي از هر يک از اين ها.
سيستم گردش مايع خنک کننده
به دليل بارهاي حرارتي بالا، برش پلاسما به خنک کننده موثري نياز دارد. بين خنک کننده گردش آب ادغام شده، خارجي و خنک کننده گازي تمايزي ايجاد شده است. مشعل هاي تقريبا 100 آمپري يا بيشتر با آب خنک مي شوند.
ميز برش و سيستم تخليه
ميزهاي برش به عنوان يک دستگاه باثبات براي تثبيت موقعيت ورقه فلزي برش شونده به کار مي روند. ابعاد ميز به اندازه، ضخامت و وزن صفحه بستگي دارد. تشعشعات آزاد شده حين فرآيند برش مي توانند به طور قابل توجهي با استفاده از برش پلاسما در ترکيبي با يک سيستم اگزوز براي دود و غبار يا با يک حوضچه آب کاهش يابند.
تکنيک هاي برش پلاسما
تکنيک هاي برش پلاسما به طور مداوم بهبود مي يابند. هدف اصلي اين پيشرفت ها کاهش آلودگي محيطي، افزايش ظرفيت برش و بهبود کيفيت لبه برش است. هدف نهايي توليد دو صفحه موازي است، با سطح برش هموار، که نياز کمي به صافکاري، قبل از ارسال آنها به فرآيند هاي بعدي دارند.
بسته به نوع ماده برش شونده، ضخامت آن و خروجي منبع تغذيه، انواع متعددي از برش پلاسما قابل دسترس هستند.
تنوعات عمدتا در طرح مشعل پلاسماي آن ها، سيستم خورنده ماده و (جنس) ماده الکترود با هم اختلاف دارند. شکل8 يک نماي کلي از گزينه هاي متنوع ممکن در طرح يک مشعل پلاسما ارايه مي کند.
انواع مشعل هاي برش پلاسما بر اساس نوع انقباض:
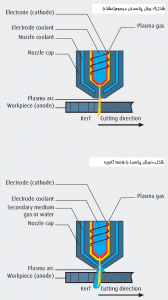
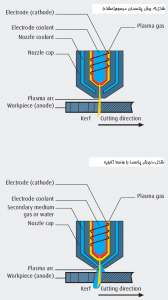
– برش پلاسماي مرسوم/برش پلاسماي استاندارد
– برش پلاسما با واسط ثانويه
– برش پلاسما با گاز ثانويه
– برش پلاسما با آب ثانويه
– برش پلاسماي تزريق آب
– برش پلاسما با انقباض افزايش يافته
برش پلاسماي مرسوم
در ماشين هاي برش پلاسماي استاندارد، مشعل نسبتا ساده است و تنها براي يک گاز، گاز برش، طراحي شده است. گازهاي برش استفاده شده عموما نيتروژن، اکسيژن و يا مخلوط هاي آرگون-هيدروژن (آرگو پلاس) هستند (شکل9). قوس پلاسما، که تنها به وسيله قطر داخلي نازل تنگ شده است، به طور معمول با اين روش سطوح برش مورب(پخ) توليد مي کند. در کل گاز پلاسما به طور مماس با پيرامون الکترود حرکت مي کند. بسته به سرعت برش، مشعل توسط هوا و يا آب خنک مي شود. سيستم هاي برش پلاسماي مرسوم براي برش فلزات تا ضخامت 160ميلي متر قابل استفاده هستند.
برش پلاسما با واسط ثانويه
يک واسط ثانويه حول قوس پلاسما، به منظور ايجاد يک جو ويژه حول آن، تعبيه شده است. واسط ثانويه مي تواند آب يا يک گاز خاص باشد (شکل10).
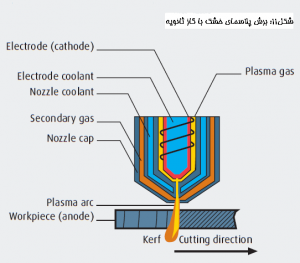
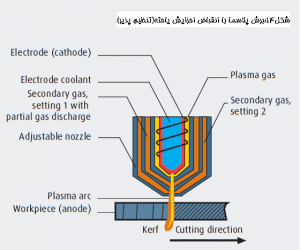
برش پلاسما با گاز ثانويه
تغذيه يک گاز ثانويه حول قوس پلاسما، قوس را بيشتر منقبض مي کند و جو ويژه اي حول آن ايجاد مي کند؛ که به عنوان محافظي براي گاز برش عمل مي کند و همچنين باعث خنکي کلاهک شده، تراکم قدرت، کيفيت برش و سرعت برش را افزايش مي دهد. از طريق جايگيري ويژه کلاهک حفاظ از صدمه به سيستم ناشي از اتصال کوتاه و تشکيل دو قوس مي توان پرهيز کرد، و بنابراين افزايش عمر قطعات مصرفي. معمولا اين واسط هاي ثانويه “گاز ثانويه”، “گاز سپر”، “گاز محافظ”، “گاز چرخشي” ناميده مي شوند. دستگاه هاي مبتني بر اين تکنيک در حال حاضر براي برش صفحات فلزي تا 75 ميلي متر ضخامت در دسترس هستند (شکل11).
برش پلاسماي آب-سپر
برش پلاسما با آب به عنوان حفاظ ثانويه نوع ديگري از برش پلاسما با واسط ثانويه است. قوس به وسيله يک حلقه چرخشي آب فشرده منقبض شده و آب به صورت فيلمي نازک اطراف قوس را گرفته و از تبخير آني آن، که ممکن است انتظار داشته باشيم، جلوگيري مي شود. اين نشستن آب روي شعله شبيه قرار گرفتن روي يک سطح صاف است؛ با اين وجود در اين روش 15% از آب تبخير مي شود. مقدار آب باقي مانده از نازل همانند اسپري مخروطي شکلي تخليه مي شود و قوس پلاسما در هم مي شکند، بالاي سطح قطعه کار خنک شده و از تشکيل اکسيد روي سطح ماشينکاري شده جلوگيري مي شود. با داشتن اين اثر کاهنده، هيدروژن تشکيل شده در طول فرآيند منجر به سطح فلزي براق مي شود. بنابراين، برش پلاسما با حفاظ آب، روش ترجيحي براي برش آلومينيم و فولادهاي پرآلياژ تا ضخامت 50 ميلي متر است (شکل10).
برش پلاسما با تزريق آب
در اين روش قوس پلاسما توسط تزريق شعاعي آب حول آن بيشتر منقبض مي شود. تنها قسمت کوچکي از آب تبخير مي شود. بقيه نازل و قطعه کار را خنک مي کند. خنک کردن قطعه کار با آب تزريق شده و سرعت بالاي برش، برش بدون اعوجاج و تشکيل برآمدگي کم را ميسر مي کند. و عمر قطعات مصرفي را افزايش مي دهد. دو نوع روش برش پلاسما با تزريق آب براساس چگونگي تزريق آب وجود دارد: تزريق شعاعي و تزريق گردابي. با تزريق گردابي يکي از لبه-برش ها تقريبا عمودي است؛ در حالي که ديگري با زاويه 5 تا 10 درجه به سمت خارج است (شکل12).
هنگام استفاده از برشگر پلاسما با تزريق آب مهم است که قطعه کار به گونه اي برش داده شود که طرف با لبه اريب در طرف ضايعات ماده باشد. الکترود هاي تخت براي برش پلاسما ترجيح داده مي شوند. اين روش منحصرا با دستگاه هاي برش زير آب استفاده مي شود. صفحات فلزي بين 3 و 75 ميلي متر مي توانند با استفاده از اين تکنيک برش داده شوند.
برش پلاسما با انقباض افزايش يافته
اين نوع، افزايش تراکم قوس با استفاده از نازل هاي با تنگي بيشتر را شامل مي شود. شرکت هاي مختلف روش هاي متفاوتي (که برخي به ثبت انحصاري رسيده اند) براي منقبض کردن قوس به کار مي برند. چرخش گاز (شکل 13) و نازل هاي قابل تنظيم (شکل 14) عموما ثابت شده است که موثر هستند. قوس پلاسماي ايجاد شده با اين دستگاه اجازه توليد برش هاي عمودي با دقت بالا را هنگام برش صفحه هاي فلزي در ضخامت 0.5 تا 25 ميلي متر مي دهد. برش پلاسما با انقباض افزايش يافته روش قابل انتخابي است براي مواقعي که گاز ثانويه استفاده شده است.
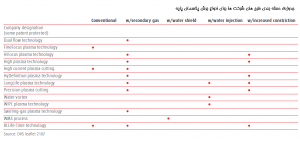
علاوه بر روش هاي پايه برش پلاسما که در بالا توصيف شد، مطبوعات همچنين تکنيک هاي اختصاصي بسياري از شرکت ها را معرفي مي کنند که بعضي توسط حق ثبت محافظت شده اند.
جدول 2* ديد کلي از طرح هاي شرکت ها براي انواع مختلف برش پلاسماي پايه فراهم مي کند.
انواع ديگر برش پلاسما
پلاسما هوا
در اين فرايند هواي فشرده به عنوان گاز پلاسما بکار مي رود. وقتي که هوا تحت دماي بالاي قوس الکتريکي قرار مي گيرد به گاز هاي تشکيل دهنده خود تجزيه مي شود به علت اينکه اکسيژن در پلاسماي حاصل بسيار فعال است سرعت برش تا حدود 25% زياد مي شود. يک اشکال اين روش اين است که معمولا يک سطح به شدت اکسيد شده, بويژه با فولاد ضدزنگ و آلومينيم، بدست مي آيد. همچنين هوا بايد بدون ناخالصي و با فشار مناسب حفظ شود. براي اين کار از کمپرسور استفاده مي شود در اين روش بجاي تنگستن از الکترودهاي هافينوم-مس استفاده مي شود؛ زيرا تنگستن با اکسيژن واکنش نشان مي دهد. عمر الکترودها بدون توجه به مواد بکار رفته کوتاه است. براي افزايش عمر الکترود از جريان رو به پايين اکسيژن، در سوراخ نازلي که نيتروژن به عنوان گاز برشي اصلي از ميان آن عبور مي کند، استفاده شده است. با استفاده از مخلوط گازي 80% نيتروژن و 20% اکسيژن سرعت برش فولاد نرم تا حدود 25% زياد مي شود.
فقط مواد رساناي الکتريکي مثل فولاد ضدزنگ, کرم، نيکل, آلومينيم و مس را مي توان با روش پلاسما هوا ماشينکاري کرد. ماشينکاري با پلاسما هوا براي برش صفحه اي از جنس فولاد به ضخامت 6.25 ميلي متر نصف روش هاي گاز ثانويه و تزريق آب هزينه دارد؛ زيرا در اين روش هوا به عنوان حامل پلاسما و گاز محافظ استفاده مي شود. ماشين هاي صنعتي داراي تجهيزات راه اندازي قوس اتوماتيک هستند که سرعت برشي اوليه بالا و قابل اطميناني را تضمين مي کند. اين سرعت برشي سه تا پنج برابر بيش از سرعت برش با گاز مرسوم است.
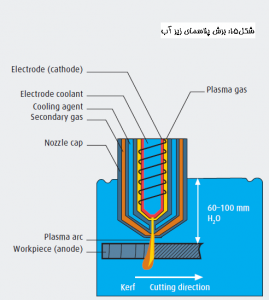
برش پلاسما زير آب
گزارش شده (گراهام 1980) با فروبردن نازل پلاسما و قطعه کار به عمق 10ميلي متر در آب صدا, نور خيره کننده و دود کم مي شود. همچنين مي توان گاز نيتروژن را به راحتي به عنوان گاز پلاسما بکار برد و يک دستگاه تخليه گران قيمت حذف مي شود. بعلت اينکه نيتروژن سطح ايجادشده را اکسيد نکرده و نيز محصولات ماشينکاري در آب محلول هستند، در ماشينکاري صفحات فولاد نرم با پلاسما، اين گاز به آرگون و يا ترکيبات آرگون-هيدروژن ترجيح داده مي شود. افزايش جزيي قدرت اسيدي با جايگزين کردن آب تازه به مقدار مناسب کم مي شود.
اين نوع از پلاسما به طور قابل توجهي ايمني عمليات را افزايش مي دهد. جديدا برش حدود 60 تا 100 ميلي متر زير سطح آب انجام شده، (شکل15) به طور قابل توجهي سروصدا گرد و غبار و آلودگي آئروسل (تعليق ذرات ريز جامد يا مايع) در محيط را کاهش مي دهد. سطح سروصدا با شدت زير 85 دسي بل خوب است. آب همچنين مقدار تشعشع فرابنفش توليد شده در فرآيند برش را کاهش مي دهد. قطعات برش اعوجاج کوچکي را نشان مي دهد.
چون برش پلاسما زير آب به انرژي بيشتري از برش در هواي آزاد نياز دارد، سرعت هاي برش بدست آمده پايين تر از برش هاي قابل قياس در محيط هوا هستند. ولي مشکلات عملياتي با الکترودهاي سوزني بکار رفته کاهش مي يابد. در هرحال دقت 0.2 ميلي متر در 9 ميلي متر براي ماشينکاري با پلاسما در زير آب با کنترل عددي (CNC) مطرح شده است.
فولادهاي ساختماني با ضخامت حدود 15 ميلي متر و فولاد هاي پرآلياژ با ضخامت حدود 20 ميلي متر معمولا در برش زير آب مقرون به صرفه هستند.
کاربرد ماشينکاري با فرآيند پلاسما
برش پروفيل از صفحه تخت
برش پروفيل از فلزاتي مانند فولاد ضدزنگ, آلومينيم و آلياژهاي مس، که ماشينکاري آن ها با روش هاي سوخت اکسي مشکل است, بويژه همراه با کنترل عددي کامپيوتر (CNC)، يک کاربرد صنعتي گسترده ماشينکاري با پلاسما است. براي برش صفحاتي به ضخامت25-6 ميلي متر سرعت هايي تا چهار برابر سرعت برش گاز سوخت اکسي گزارش شده است. يک دستگاه اقتصادي تا حدود 250 کيلو وات توان مصرف مي کند.
ايجاد شيار با پلاسما
براي تعيين موقعيت اجزاي متعاقب استفاده مي شود.
هنگام ايجاد شيار در قطعه کار با يک جت پلاسما، قطعه کار در معرض بار مکانيکي خفيفي قرار مي گيرد که منجر به شيار هايي روي سطح مي شود. (دستگاه پلاسما به طور خودکار به جريان برش بالا، در شروع برش، تغيير نمي يابد.) جريان قوس حداکثر 25 آمپر است. آرگون يا هوا معمولا به عنوان گاز پلاسما استفاده مي شوند.
ابعاد شيار آشکارا به توان قوس, سرعت جابه جايي و زاويه و ارتفاع مشعل پلاسما بستگي دارد. با توان دستگاه 50 کيلووات و سرعت براده برداري 80 ميلي متر بر دقيقه شيارهايي با عمق 1.5ميلي متر و پهناي 12.5ميلي متر در فولاد ضدزنگ توليد شده است. روش هاي جت پلاسما را مي توان براي ايجاد شيارهاي مشابه در مواد غير رسانا بکار برد؛ اگرچه در اين حالت سرعت براده برداري به حدود 30 ميلي متر بر دقيقه کاهش مي يابد.
روتراشي با پلاسما
روتراشي پلاسمايي فرآيند برداشتن سطح مواد با قوس پلاسماست. گرماي فراهم شده توسط قوس پلاسما اجازه ذوب مستمر ماده را مي دهد. از طريق نيروي داخل قوس پلاسما مواد مذاب به سمت بيرون سطح رانده مي شوند.
بعلت اينکه در ماشينکاري پلاسما قطعه کار و ابزار به هم برخورد نمي کنند، اين روش در روتراشي به ويژه در مواردي که ماشينکاري آن ها با روشهاي مرسوم مشکل است مورد توجه مي باشد.
مشعل پلاسما مشابه يک ابزار معمولي در ماشين استاندارد بسته مي شود. مشعل بايد مماس بر قطعه کار و با زاويه 30 درجه نصب شود. سرعت اغلب حدود 2 متر بر دقيقه با سرعت پيشروي در حدود 5 ميلي متر بر دقيقه است. در روتراشي فولاد آلياژي سرعت براده برداري با افزايش توان مصرفي زياد مي شود.
به دليل جايگزين پاک نسبت به روتراشي با قوس کربن، روتراشي پلاسما براي حذف زايده ها در جوشکاري، يا زايده هاي سطحي روي فولادهاي ساختماني و فولادهاي پرآلياژ به کار مي رود. با داشتن پاياني ِصاف ِ پايه ِ پيوندگاه، سمباده کاري ضروري نيست. ورودي گرما پايين است و تا حدي هيچ اعوجاجي وجود ندارد. اپراتور به آساني مي تواند آنچه را انجام مي دهد، ببيند. سر و صدا و دود همراه روتراشي پلاسما به طور قابل توجهي کمتر از روتراشي با قوس کربن است.
نشان گذاري با پلاسما
قابل استفاده براي نشانه گذاري اجزاي برش. موقع نشانه گذاري قطعه کار با جت پلاسما، قطعه کار در معرض گرما قرار داده مي شود، که مي تواند باعث تغيير رنگ سطح از طريق رنگ آميزي حرارتي شود. (دستگاه پلاسما به طور خودکار به جريان برش بالا، در شروع برش، تغيير نمي يابد.) جريان قوس حداکثر 10 آمپر است. آرگون، نيتروژن يا هوا معمولا به عنوان گازهاي پلاسما استفاده مي شوند.
منگنه کاري با پلاسما
براي تعيين موقعيت اجزاي متعاقب استفاده مي شود.
هنگام منگنه کاري قطعه کار با يک جت پلاسما، قطعه کار در معرض بار مکانيکي خفيفي قرار مي گيرد. با اين حال، مشعل پلاسما در طول قطعه کار حرکت نمي کند و جت پلاسما تنها براي مدت دوره اي (حدود 1 ثانيه) به سمت سطح قطعه کار هدايت مي شود. (دستگاه پلاسما به طور خودکار به جريان برش بالا، در شروع برش، تغيير نمي يابد.) جريان قوس حداکثر 25 آمپر است. آرگون يا هوا معمولا به عنوان گاز هاي پلاسما استفاده مي شوند.
عوامل موثر بر دقت ابعادي و صافي سطح
1- عواملي كه در كاركرد مشعل اثر دارند ( قدرت الكتريكي توليد شده، گازي كه براي توليد پلاسما استفاده مي شود، نوع گاز محافظ و …)
2- ساختمان فيزيكي ماشين (فاصله مشعل با سطح قطعه كار، زاويه مشعل نسبت به قطعه كار، عمق براده برداري، حجم براده برداري و ..)
3- محيط كار ( امكان خنك كاري تجهيزات، محافظت قطعه كار از پديده اكسيد شدن در دماهاي بالا )






{kind=link}